 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


파이프 벨링 기계 제조업체
중국 단단한 벽 파이프 압출 라인, 구조화 된 벽 파이프 압출 라인, 특수 사용 파이프 압출 라인 제조 업체 및 공급 업체 - Fangli. 우리는 고품질 제품과 사려 깊은 서비스로 전 세계 고객을 유치했습니다.
관련 상품






인기 제품

컬러 마킹 공압출기
컬러 마킹 공동 압출기는 스러스트 베어링이 있는 기어 감속기를 채택하고 작은 바닥 공간으로 메인 압출기 및 원격 제어와의 동기화를 실현할 수 있어 모든 종류의 마킹 라인에 대해 다양한 압출 출력 요구 사항을 충족할 수 있습니다.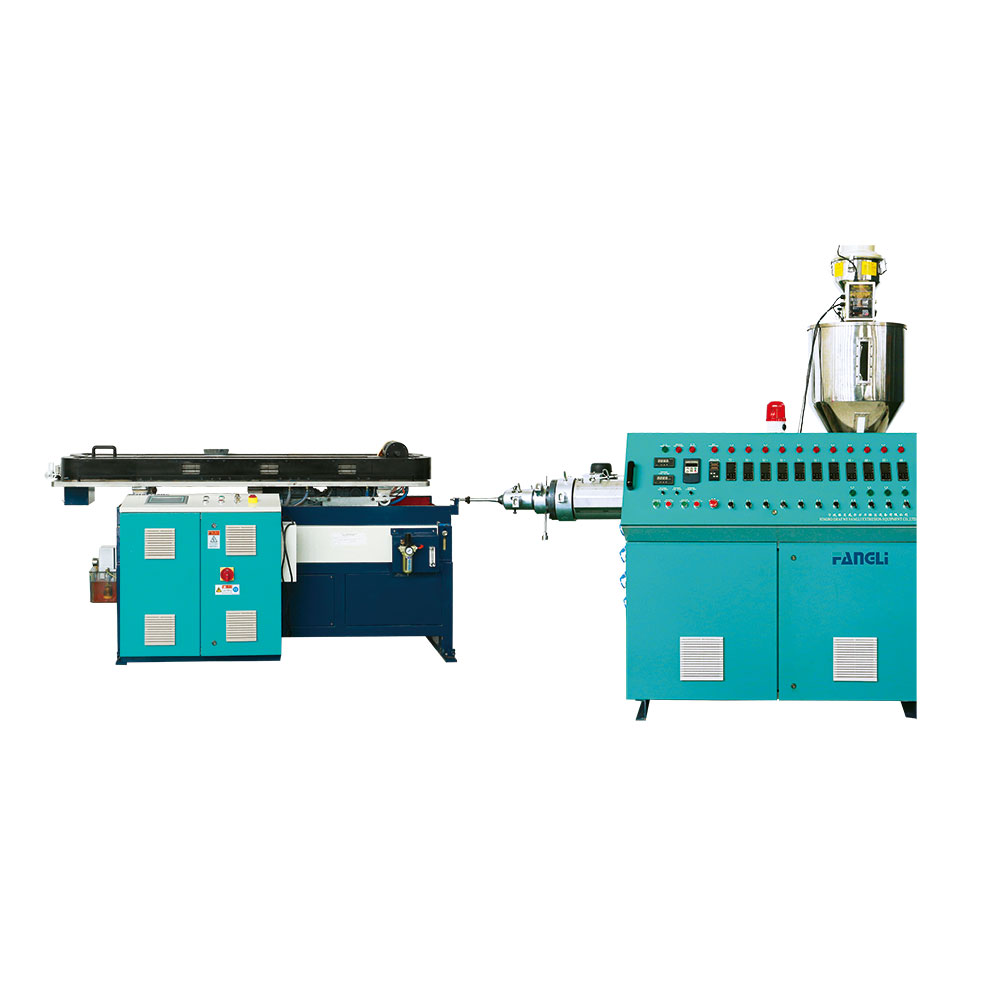
단일 벽 골판지 파이프 압출 라인
단일 벽 주름관 압출 라인은 주로 와이어, 케이블 파이프, 세탁기 흡입 및 배수관, 진공 청소기 파이프, 자동차 리드 파이프, 장식용 램프 주름관, 환기 파이프 등에 사용됩니다.
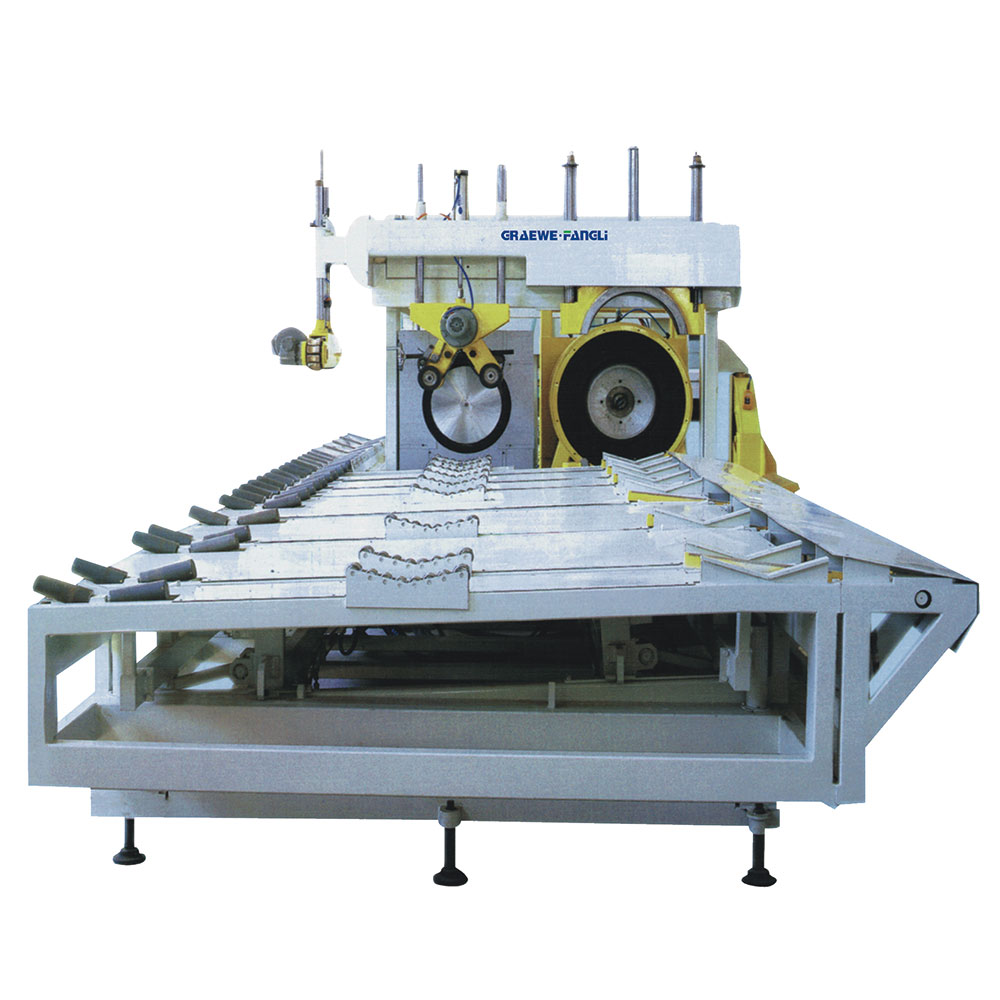
테이블 소켓 융합 기계
테이블 소켓 융합 기계는 PP, PE 파이프 및 피팅 소켓 융합에 사용됩니다.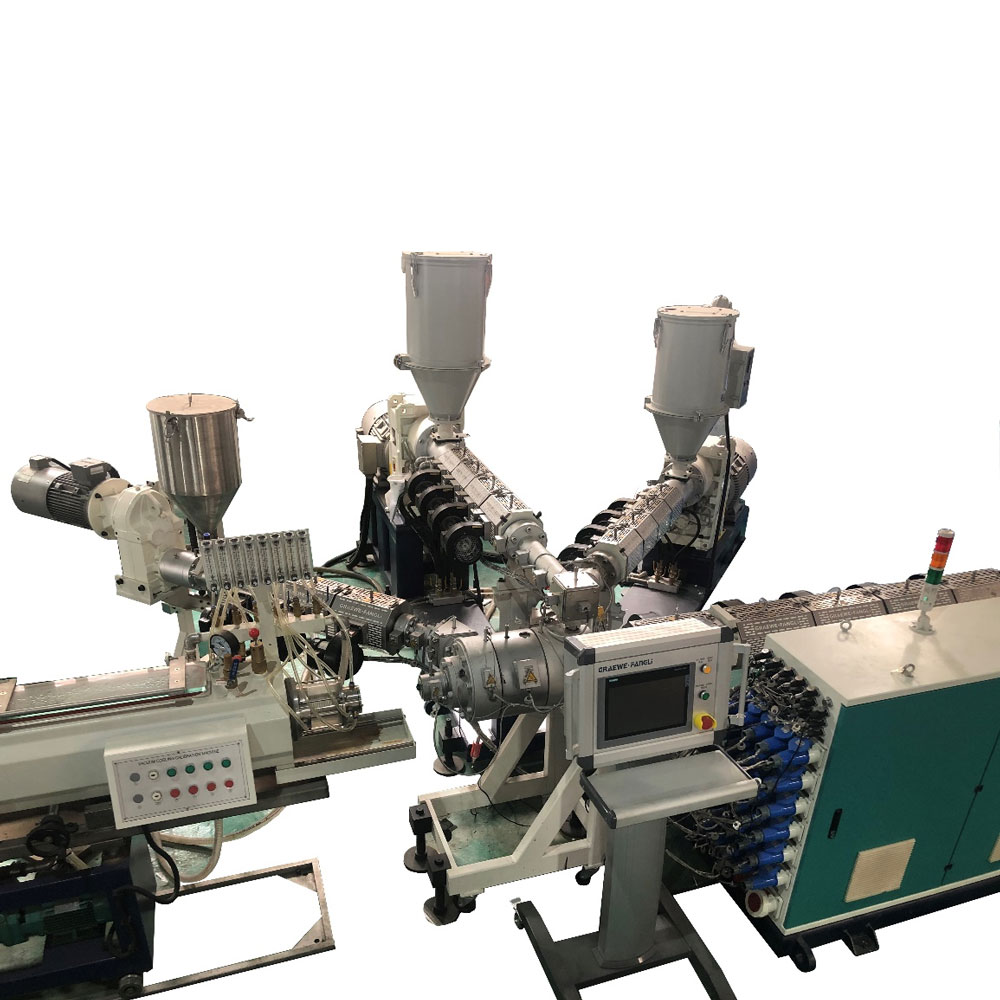
광섬유 통신 묶음관
광섬유 통신 번들 파이프는 고객의 요구 사항에 따라 결합할 수 있는 새로운 유형의 통신 파이프라인입니다. 기존 실리콘 코어 파이프와 비교하여 저렴한 비용, 유연성 및 높은 보안이라는 장점이 있습니다.
각도 융합 기계
앵글 융합 기계는 PE, PP 동일한 직경의 엘보우, 90°티 및 크로스, 45°,60°Y형 티, 엘보 및 직선 파이프 등을 용접하는 데 사용되는 작업장 기계입니다.
원추형 트윈 스크류 플라스틱 압출기
SJSZ/FLSZ 시리즈 원추형 이축 플라스틱 압출기는 낮은 전단율, 어려운 재료 분해, 균일한 가소화 및 혼합, 높은 출력, 우수한 품질 및 넓은 적용 범위 등의 장점을 가지고 있습니다.
- 관련 블로그
- 리뷰

문의 보내기

X
당사는 귀하에게 더 나은 탐색 경험을 제공하고, 사이트 트래픽을 분석하고, 콘텐츠를 개인화하기 위해 쿠키를 사용합니다. 이 사이트를 이용함으로써 귀하는 당사의 쿠키 사용에 동의하게 됩니다.
개인 정보 보호 정책